题型:简答题 题类: 难易度:难

 、
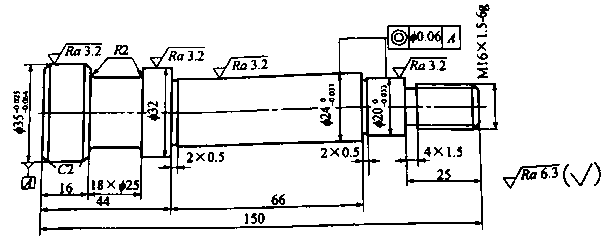
、 。(已知螺纹中径公称尺寸计算公式d₂=d-0.6495p,螺纹中径偏差es=-0.032mm,ei= -0.172mm)
。(已知螺纹中径公称尺寸计算公式d₂=d-0.6495p,螺纹中径偏差es=-0.032mm,ei= -0.172mm)题型:简答题 题类: 难易度:难

题型:简答题 题类: 难易度:难
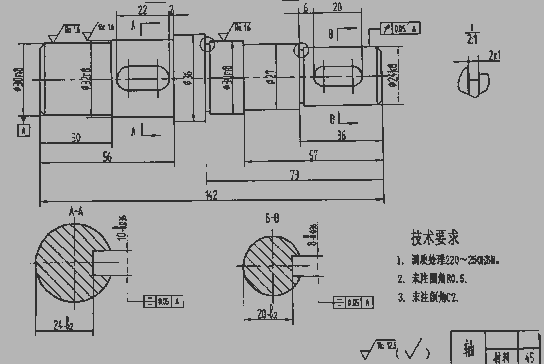
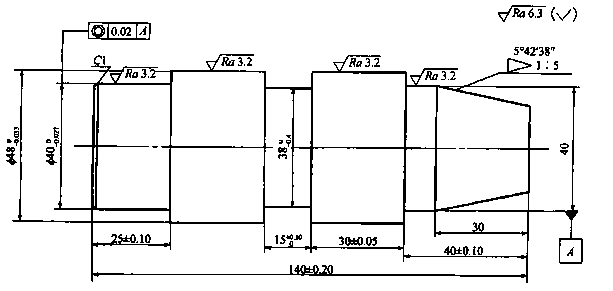
| 工序 | 工种 | 工步 | 工序内容 |
| 1 | 下料 | 45钢φ45x150 | |
| 2 | 热处理 | 正火 | |
| 3 | 车 | (1) | 三爪卡盘装夹毛坯,毛坯伸出65mm左右,车端面,粗、 精车φ32、φ30 外圆至尺寸,(①) |
| (2) | 调头,垫铜皮,三爪卡盘夹持φ30处,(②),保总长,(③),用后顶尖顶住,粗、精车φ36、φ30、φ27、φ 24至尺寸,车倒角,(④) | ||
| 4 | 铣 | (⑤) | |
| 5 | 热处理 | 调质 | |
| 6 | 检验 | 按图样检验入库 |
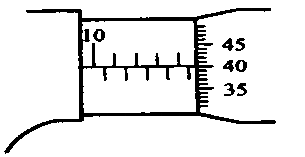
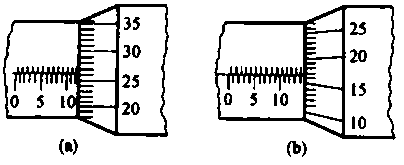
 时采用哪种量具?该量具能否用于测量毛坯?
时采用哪种量具?该量具能否用于测量毛坯?