图 3-13所示轴套零件,材料45钢,毛还已精加工至φ80 mmx60 mm.且已用φ16 mm麻花钻头加工出中心通孔。
根据程序号O0010的数控车加工程序(FANUC数控系统,直径编程)确定轴套中A、B.D、E、F、G、H、J、K、L的尺寸,并填入表1中。其中尺寸A、J、K、L按直径表达,尺寸B按半径表达,尺寸H按螺纹表达,且要表示出螺距。
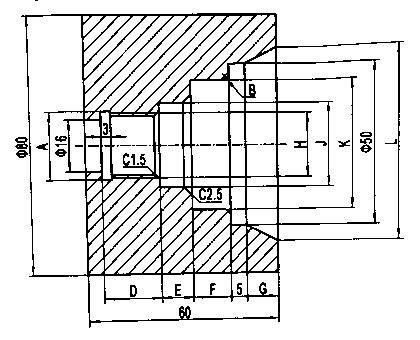
图3-13表1
O0010;
T0101 M03 S600;
G00 X12.0 Z2.0;
G71 U1.0 R0.5:
G71 P10 Q20 U-0.3 W0.15 F0.15;
N10 G01 X60.0;
Z0;
X50.0 Z-10.0;
Z-15.0;
X44.0:
G02 X40.0 Z-17.0 R2.0:
G01 Z-27.0;
X31.0;
X26.0 Z-29.5;
Z-37.0;
X21.5;
X18.5 Z-38.5;
Z55.0;
N20 X15.0
G00 Z50.0;
T0202;
Z2.0;
G70 P10 Q20 F0.1 S800;
G00 Z50.0;
T0303 S360;
X12.0;Z-55.0
G01 X21.0 F0.05;
G04 P100;
G01X14.0 F0.2:
G00 Z50.0;
T0404;
X12.0;
Z2.0;
Z34.0;
G92 X18.8 W-19.5F1.5;
X19.4;
X19.8;
X20.0;
X20.0
G00 Z50.0;
X100.0;
M30:

