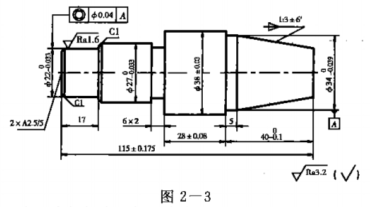
要在普通车床上加工如图所示的阶梯轴,毛坯选用φ45×120mm的45圆钢,车削时粗、精加工分开.看懂图形,结合车工经验,回答下列问题:
(1)分析阶梯加工步骤,补全加工步骤中括号内的加工内容:
①卡盘装夹,车端面,(),粗车φ34外圆.
②调头,卡盘装夹,车端面,保证总长,钻中心孔,粗车φ38,φ27,φ22蚂外圆.
③精车φ38、φ27外圆.
④()
⑤调头,双顶尖装夹,精车φ34外圆.
⑥粗﹑精车锥面.
⑦调头,双顶尖装夹,精车φ22外圆.
⑧车两处C1倒角.,
(2)该零件单件或小批量生产,根据右端圆锥面的锥度及长度特点,加工右端圆锥面一般采用哪一种方法?
(3)车削6×2槽,若采用切削刃宽度为4mm加的车槽刀,为达到尺寸要求,应横向车削几次再纵向车削一次?

